OMYA lnc., Florence, Vermont Major manufacturer of calcium carbonate used mainly in the plactics, paint, and paper industries as a filler, extender and coating.
The Verpol plant of OMYA Inc. is the, most modern plant of its kind in the world. It processes
both crushed and finely ground calcium carbonate through its completely computerized operation.
Bulk densities of the materials range from 25 to 70 Ibs. per cu. ft. To meet process and excess
storage requirements, the company has 27 bins ranging from 8 ft. to 26 ft. in diameter, of both concrete and steel construction. The bins are filled either pneumatically or by belt conveyor. Some of the bins are discharged through rotary valves to belt feeders or pan feeders, and some to bagging machines filling 50 lb. bags. Discharge rate varies from 4 tons per hour up to 40, depending on the stage of the process. However, calcium carbonate, especially the finely ground product, can be difficult to discharge from storage because it tends to bridge and clog.
27 Vibra Screw Bin Activators of 3 different diameters (4 ft., 6 ft., and -12 ft.), carbon steel construction, most of which have an epoxy coated interior.
To assure reliable flow of material in its computerized operation, where such reliability is critical, the company decided to install Vibra Screw Bin Activators under all its storage bins. This was possible because the Bin Activators work equally well on both concrete and steel bins. Flexibly mounted to the bottom of the bin, the Bin Activator, but not the bin, is subjected to controlled vibration. An integral baffle located just above the discharge outlet directs vibrations high up into the bin, keeping the material free flowing. An important factor in the handling of calcium carbonate, this action rids the material of entrained air, conditioning it to a uniform bulk density, which helps speed conveying and bagging operations.
OMYA Inc. relies on its Bin Activators to help it produce an uninterrupted flow of high quality product In the words of a company official, “It would be difficult to operate the plant without our Bin Activators.”
We were recently contact by a long time customer who is in the process of replacing five storage silos at their plant. These silos were erected in 1981 and they included (5) 10 ft diameter Vibra Screw Bin Activators.
The bins are in pretty bad shape due to 39 years of exposure to the elements. Our customer, thinking that if the bins were in tough shape, that the Bin Activators would also be on the same condition. So they were planning to replace everything is the system.
We visited the site and checked the metal thickness of each Bin Activator body and collection cone for wear using Ultrasonic Wall Thickness Gauge. No wear was found to exist after all these years. The customer has not replaced any parts of the Bin Activators in 39 years. Not going to replace the Bin Activators and we have a happy customer.
Built to Survive
Curbs segregation of bulk-stored mixes
Recent field experience indicates that segregation of dry mixtures in bulk storage can be eliminated by proper application of vibration to the material in storage. As a result, food processors are adding vibrating bin activators to the bottom of hoppers and bins not only to induce flow, but also to eliminate segregation.
An Indiana miller, for example, cut deviations in composition of a bakery premix by one half. Included in the premix are flour, salt. sugar, soda and cornstarch.
Although these ingredients differ widely in density, particle size and flow characteristics, vibration helps keep composition at discharge very close to that at the inlet.
Less segregation, better quality
Eliminating segregation in dry mixes brings three principal benefits. First, better product quality can be maintained on a consistent basis. Second, downtime and lost production due to rejected batches or remixes, can be reduced. And finally, engineering management gains more flexibility in plant design and operation. Larger quantities can be bulk-stored because the risk of segregation no longer limits storage capacity. It is also possible to mix first and store later in instances where the risk of segregation might previously have ruled out this option. Such added flexibility can lead to improved production and important cost savings.
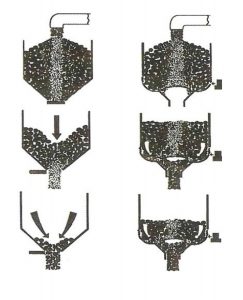
In the static bin (left sequence) loaded with material of non-uniform particle size. A pipe forms down the center of the outlet. The vibration-assisted bin (right sequence) has a baffle over the outlets. Vibration keeps all material mobile. and the baffle prevents the pipe from forming.
How vibration cuts segregation
Picture what happens when you pour a mixture of stone and sand on the ground. A rough cone forms, with stones mainly around the outside and sand mainly in the center. The stones tend to roll down the surface of the cone as it is formed, while the sand sifts down closer to the center. Segregation has taken place.
If, as usually happens in a conventional storage bin,
material discharges from the center of the bin first, finer material would emerge first and coarse material last.
The same basic thing happens in mixtures of dry ingredients having differing physical characteristics. Differences in particle size are the principle contributors to segregation. Differing flow characteristics and density may also influence the situation; however, the combination of a vibrating bin bottom with a built-in baffle over the final outlet substantially reduces the segregation problem.
Vibration keeps the material mobile and free-flowing, particularly at points of potential bridging, and the baffle directly over the outlet prevents material from emptying down a pipe in the middle first, and then off the walls as often occurs in static bins.
Because of the baffle. the pipe never gets a chance to form. Instead, the material draws evenly across the cross section. Moreover, the final discharge is a combination of materials from the center and those from nearer the walls. So even if there were segregation from the center out, there is re-mixing just before discharge. This flow pattern is called mass flow, or first-in, first-out flow.
Mass flow of bulk materials from a bin has been demonstrated in experiments in which layers of different-colored materials are loaded into a bin equipped with a bin activator, developed by Vibra Screw Inc.
Achievement of true mass flow from a bin eliminates risk of dead areas, spoilage and contamination among products processed on the same equipment.
Case in point
The Indiana miller’s experience underscores most of these points. The plant produces dough for dinner rolls and sweet rolls. The basic operation is to blend the dry ingredients into a dry premix. It is stored in a pre-mix bin, and discharged at a controlled rate to a scale hopper, then to a mixer where wet ingredients are added and the dough is developed. The bin is 7-feet- diameter by 15-feet-high and holds more than 10,000
pounds.
Originally, all feeding and dispensing of dry ingredients were by gravity. But a disparity in physical properties of the dry ingredients led to segregation within the storage bin. Densities ranged from 38 to 75 pounds-per-cubic-foot. and particle sizes from 30 to 400 mesh. As a whole. the mixture has a density of 55 pounds-per-cubic-foot and a moisture content of 5 percent.
To minimize segregation, a 7-foot-diameter bin activator was installed on the premix bin.
Closer control also was maintained over the quantity of material stored in the bin. This kept retention time of material in the bin close to 50 minutes. The bin activator mounts to the bottom of the bin in place of the standard bin bottom. Special hangers isolate it vibrationally from the bin. A patented gyrator on the bin activator generates vibratory forces up to 6,000 pounds to vibrate the entire bin bottom and its contents, but not the bin itself. In addition, an integral dished baffle mounted horizontally in the bin activator above the outlet vibrates to induce mass flow from the bin. It also prevents packing at the outlet due to static head loads.
Result of the installation was immediate reduction in segregation. This company measures composition of the premix by monitoring pH of the dough after blending.
Too high a pH means excess alkaline ingredients such as soda. A low pH indicates that level of acidic ingredients, such as salt, is running too high.
With the activator generating controlled vibration into the premix and inducing true mass flow in the bin. the number of samples falling within specifications rose from 68 percent to 78 percent. Moreover, deviations one percent below specifications dropped from 22 percent to 10 percent, deviations two percent below stayed constant at five percent, and deviations on the high side increased from three percent to only five percent.
In addition to improved quality control, the company reports that eliminating segregation improved line machinability of the product as it moves through the process. Based on this experience, it has installed another activator on a second process line.
By Eugene R. Wahl Sr., Vibra Screw Inc.
By some accounts, the concept of bulk storage of dry materials has been around since the 8th century B.C. In fact, the word silo may derive from ancient Greek meaning “a pit for holding grain”. Pit storage of dry bulk solids was common practice from ancient times to the 19th century.
In the summer of 1873, Fred Hatch completed his studies at Illinois Industrial University as part of the second graduating class and returned to his family farm in McHenry County Illinois. Fred had studied agricultural science under Professor William Bliss, the sole faculty member in the Agricultural Department and had come away with some new ideas to increase farm yield and efficiency.
At the time, grain at the Hatch farm was stored in a pit inside the barn where dampness and vermin took a toll. Fred Hatch persuaded his father that they needed something better, so they dug a new pit 10’ x 6’ x 8’ deep and lined it with rocks. They then built vertical sides out of two layers of old floorboards extending 16’ above the ground. And so, the first bulk silo was born.
Filled with green corn fodder, the silo minimized the effects of moisture, decay and pests which led to healthier cows and higher milk yields. The Hatches built two more silos inside the barn and the three silos remained in use until the barn was torn down in 1919. The innovation was widely copied. Bulk storage silos had arrived.
With silo building, came unique structural and functional problems not known before. What kind of force did the stored material transfer to the silo walls and bottom? In this regard, the work of German engineer H.A. Janssen in the late 1800’s was fundamental to the sound design and construction of dry bulk silos.
Equally important was the concern about even drawdown and reliable flow on demand. Dr. Andrew Jenike’s research at the University of Utah in the 1950’s was of great value in understanding and overcoming flow problems. It was now possible to design a bin for a specific material based on certain carefully measured characteristics and conditions that would be both structurally sound and predictably unloaded.
But custom silo design could not keep pace with the demand for bulk storage and few processors could afford the time and expense of a custom- built installation.
Commercial silo builders stepped up to meet the demand with a variety of standardized storage bins in assorted heights and diameters. By 1921, Columbian Steel Tank had sold over 20,000 silos worldwide. In 1939, the US Department of Agriculture announced plans to buy 30,000 silos to store a bumper crop of grain. To meet this demand, Butler Manufacturing Company shipped over 20,000 silos in 2-1/2 months.
With the widespread use of commercially built silos to store an ever growing list of dry bulk materials came the often vexing problem of unloading them. Any number of ways were developed to empty silos, from top and side extractors to screw and belt bottom dischargers.
In the typical commercial silo with a 60° conical bottom air injection and side mounted vibrators were effective with some materials. But more often than not, the standby solution was a 200lb man at the end of a 20lb sledge.
In the late 50’s and early 60’s, Eugene A. Wahl experimented with a number of vibrating devices installed both inside and on the bottom of storage silos. This led to the discovery that the most effective bin discharge device was a horizontally vibrated cone section that replaced a portion of the lower section of the bin cone itself; what for most materials is the “compaction zone” where bridging and flow stoppage occur.
Fig 1: Bin Activator with compund slope
This bin discharge solution or bin activator soon gained wide acceptance throughout the process industries due to its success with a great variety of dry bulk solids and its applicability to both new and existing silos of virtually any configuration. Sixty years later with hundreds of thousands of bin activators in use worldwide, this is by far the most widely applied bin discharge device on the market offered in various versions of the original design by a dozen or more manufacturers. Figure 1
With the great body of application experience gained over the years, the proper sizing and design of bin activators has become fairly, simple. The wide use of bin activators on almost every dry bulk solid gives us an empirical roadmap to their application. What may seem to be a new and vexing discharge problem to a processor has probably been solved many times over with a bin activator.
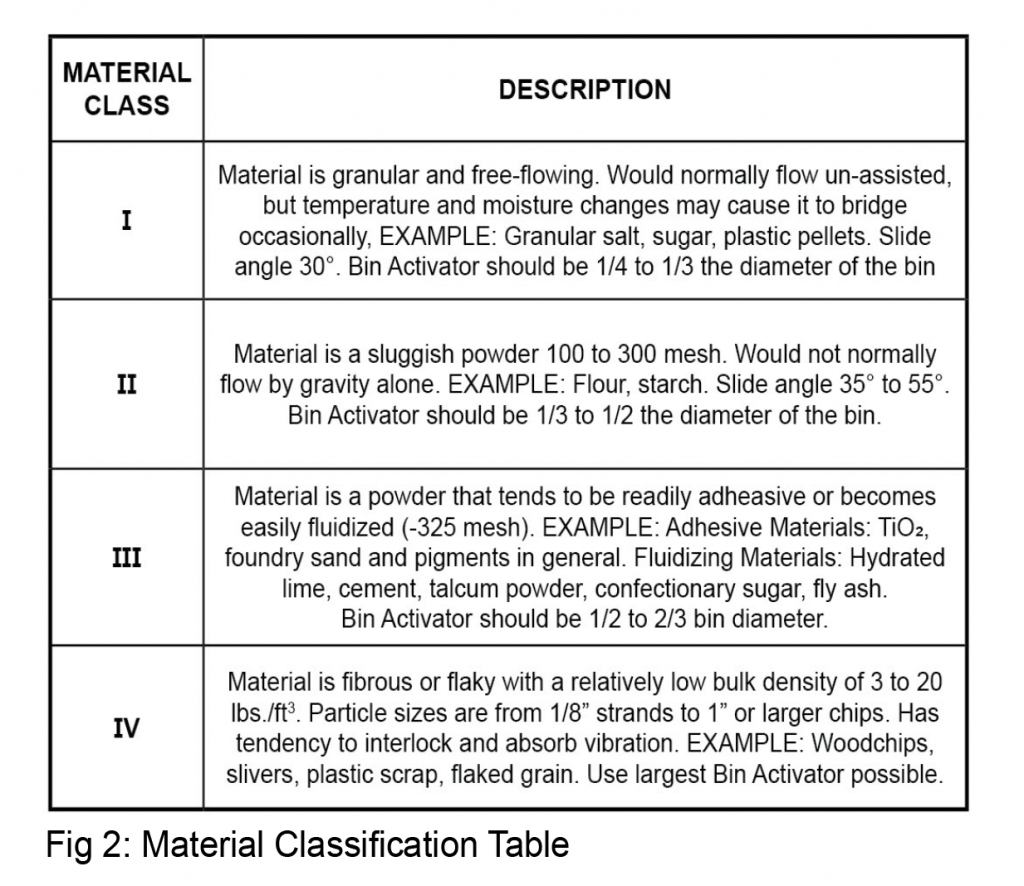
Experience has taught us that most dry materials fall into one of four basic categories of “flowability” and once we
know the category of the material we are dealing with, we can confidentially select the proper size bin activator.
See the material classification table in See Figure 2.
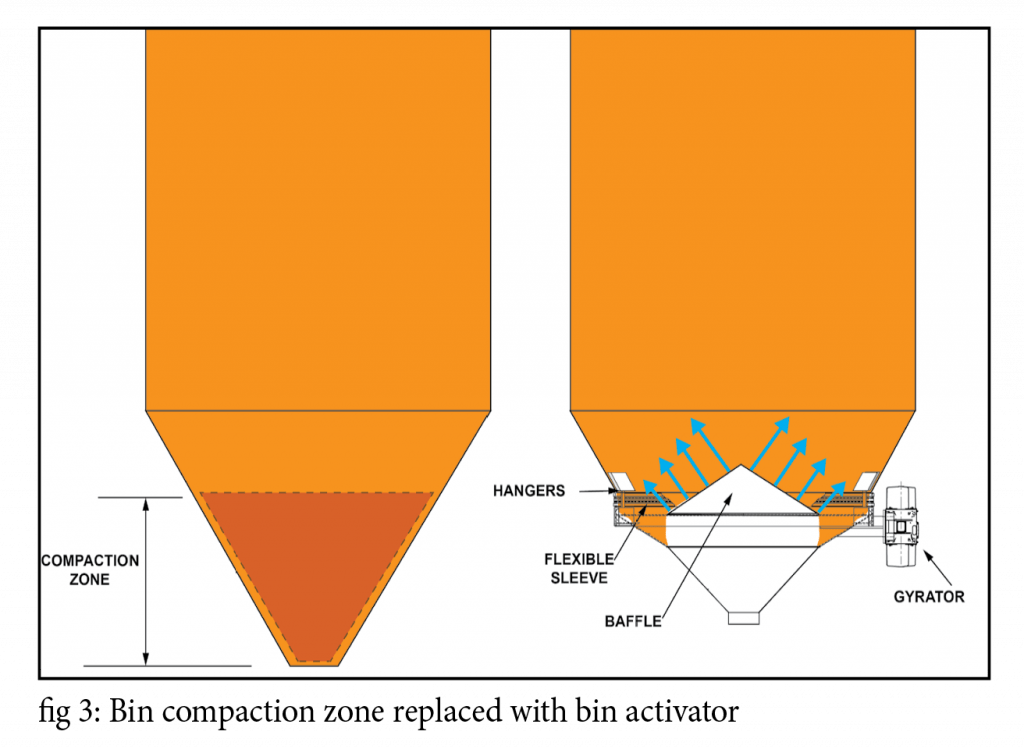
In Figure 3, we see the profile of a typical commercial silo with a 60° cone bottom. For any one of the four material classifications, there will be a compaction zone measured as a fraction of the silo diameter. This is the area of the bin cone where material will most often bridge or compact. We can expect that above the compaction zone material will not bridge. It is at this point where a bin activator is attached.
So, on a 12’ diameter silo with a 60° conical bottom where a relatively free flowing material like granular salt is stored, the compaction zone will be at the 3’ – 4’ diameter and the bin activator sized accordingly. The decision between a 3’ or 4’ size is based on things such as particle size, moisture content, throughput rates and downstream equipment.
If we store cement in the same silo, and we certainly can without changing the bin design, the compaction zone and bin activator sizing will be at 6 ’- 8’.
There are five critical elements in a bin activator.
Fig 4: Forged steel hangers with vibration bushings
First, it must be free to move in a horizontal plane while being sufficiently strong in the vertical plane to support the headload of material above. What has emerged as the preferred way of attaching a bin activator to a bin is a series
of forged steel hanger arms, “dogbones”, fitted with rubber bushings top and bottom to isolate the vibration of the bin activator from the bin itself. Depending upon the size of the bin activator and material headload there can be from 4 – 30 hanger arms each with a load rating of 80,000 – 120,000lbs. Properly designed hanger arms will isolate 95% of the Bin activator vibration from the bin above. See Figure 4.
For ease of installation on the bin, the hanger arms are often pre-assembled to a mounting ring which in turn can be bolted or welded to a matching flange on the bin cone.
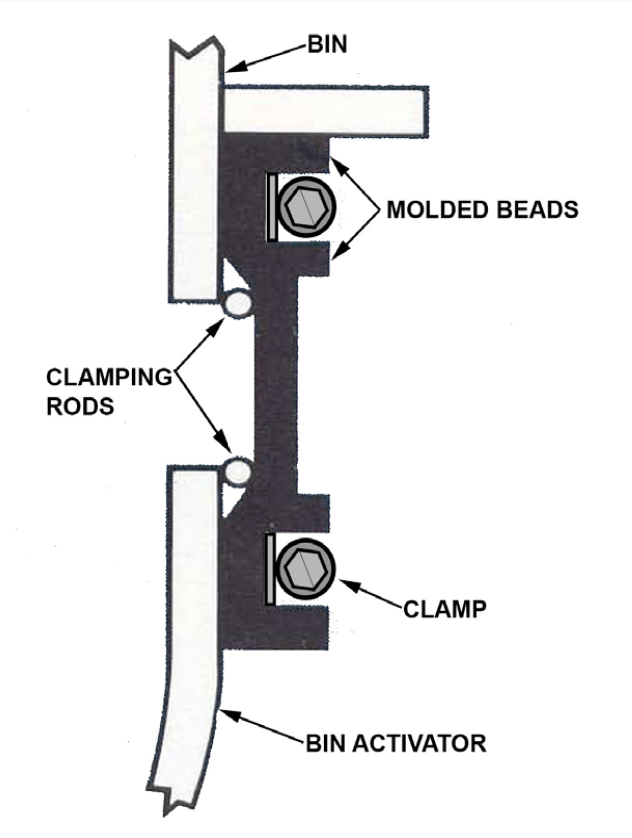
The second critical element is a flexible sleeve to seal the gap between the stationary bin and the vibrating bin activator. Typically, a nylon reinforced
Fig 5: One-piece molded sleeve with clamp retaining channels and clamping beads
EPDM elastomer material is molded in one piece with clamp retaining channels top and bottom and fitted over steel clamping beads welded to the bottom edge of the silo opening and top edge of the bin activator. Stainless steel clamps top and bottom secure the sleeve insuring a leak proof installation. See Figure 5
To move the bin activator in a horizontal plane a vibrator is mounted to its side. This is the third critical element. In general, a force of from 1000lbs to 10,000lbs is applied by the vibrator and in some applications multiple vibrators depending upon the size of the bin activator and the material being handled. A motor speed of 1800 rpm works best for most materials
The body of the bin activator itself can be a simple 45° cone or a compound shape with a shallow upper section and a steeper lower section. This fourth critical element converts the large diameter of the top of the compaction zone to a discharge outlet of practical size and shape. In larger bin activators 7’ diameter and above a compound slope is preferred.
The shallow upper section of the compound slope design supports the headload of material in the bin without compacting it. When the vibrator is turned on, material is dislodged in a horizontal plane and thrown inward towards the steeper lower section where it falls quickly to the final outlet. This eliminates the outlet packing problems sometimes found in larger single slope bin activators.
The very important fifth element in bin activator design is the internal baffle. The two principal functions of the baffle are to carry some of the headload of material in the bin, keeping it off the outlet and to impart vibration to the material up above. Of significant importance is that the baffle helps create a more homogenous discharge.
Many times, when a bin is loaded, the larger particles gravitate towards the periphery of the bin with the smaller particles settling in the center. In operation the design of the internal baffle encourages flow from the bin walls while forcing the smaller particles around its edges creating a re-mixing of large and small particles. Many of the undesirable effects of funnel flow are avoided.
Apart from reliable flow on demand from virtually any silo, bin activators provide a number of process benefits. They can be designed with heating and cooling jackets to help maintain the temperature of the stored material. They can be equipped with two or more outlets to service multiple conveying lines simultaneously. They can be supplied with manifold style crossarms and baffles for the introduction of steam or other gases into the material. And they can be designed for positive and negative pressure and elevated temperatures.
Bin activators are available in a wide range of steel and surface finishes to meet any application in any industry
from AR steel in the coal industry to polished stainless steel finishes for the food and pharmaceutical industries.
Perhaps most importantly is the role bin activators play in precision feeding and reliable conveying. Neither a feeder nor a conveyor can function properly without a reliable consistent flow of material. Bin activators provide flow on demand and deliver a uniformly dense material to the conveyor or feeder below. Recently a battery of malfunctioning loss in weight feeders in service at a major tire manufacturer were brought up to spec by the installation of bin activators on the bins above. It was not the feeders that malfunctioned, just the storage bins.
Storing and discharging dry bulk solids has gone from mystifying complexity and expense to field tested commercial efficiency and economy in the last few decades. Silos, bin activators and all of the ancillary equipment needed for an efficient bulk storage installation are available from a range of manufacturers whose design assistance is based on years of practical experience in hundreds of thousands installations.
Silica, otherwise known as industrial sand, provides the most important ingredient for glass production. Silica sand provides the essential Silicon Dioxide (SiO2) required for glass formulation, which makes silica the primary component in all types of standard and specialty glass.
If you have ever used an hourglass, you know dry sand will flow like water. Add moisture to sand, like moist beach sand, put it in a pail, turn it over and the sand takes the form of the pail. The sand compresses and adheres to itself becoming non-free flowing. The same thing happens on a larger scale where wet sand is stored in large silos for glass making. Not only does the silo need to hold the sand but the sand needs to flow out of the silo in a controlled rate to match the glass production rate.
To overcome the non-free flowing nature of wet sand Vibra Screw has been providing Bin Activators for over 60 years to some of the largest glass producers in the world. Bin Activator using controlled vibration assures continuous uninterrupted flow of material. The attached photo is a 10 ft Bin Activator getting ready to be shipped to an architectural glass plant.
Bin Activators are one of the most successful devices for ensuring flow of bulk material from storage. They can range in diameter from a couple of feet to 18 feet. Bin Activators can be extremely heavy, and while being subjected to vibration, must support the head load created by additional tons of material in the silo. Making a mistake in the design or material used in the hangers that support them can have catastrophic consequences.
Hangers perform two critical functions. First, they must safely carry the Activator and silo head load. Second, they must provide flexibility of movement under vibration and prevent transmission of that vibration to the stationery silo structure. Accordingly, they must be incredibly strong in tension yet free to move horizontally. Our experience has proven that forged steel hangers combined
with isolator bushings provide the best uniform tensile properties and strength. At Vibra Screw we produced both with our own dies and molds.
Smaller Activators use smaller forged hangers combined with a lower durometer isolator. Larger activators use larger forged hangers and progressively higher durometer isolators. The critical calculation is to design for each specific load situation with the right choice of forging size and isolator stiffness. The correct design will maximize strength while minimizing vibration transmission. It may sound simple but for Activators to operate within optimal parameters hangers are a critical component.
When applications require even more load carrying ability, simply adding additional standard hangers is not always possible. Our R&D engineers have designed a cable hanger similar in design to the cables used on the world’s largest suspension bridges. The cable hanger provides excellent horizontal flexibility and vibration isolation, and up to 10 times the load capacity of our strongest regular hangers.
Our experience has shown the hanger designs we’ve described here are far superior to those using ordinary bar stock, threaded rod or even castings for vertical support combined with rudimentary off-the-shelf isolators.
Beyond the nuts and bolts of installing a Bin Activator, a carefully designed hanger system is essential. Vibra Screw’s 68 years of experience, from invention of the Bin Activator to development of its present design, ensures the safety and integrity of each system.
Vibra Screw Inc has developed a new Bin Activator hanger that provides up to ten times the dynamic load bearing capacity of all previous designs. It prevents nearly all overload issues that can arise in high volume bins with dense or fluidized material, or where pneumatic filling creates higher than normal bin pressures. Costly repairs and production downtime are eliminated.
High bin loads can cause rubber isolator bushings in standard hangers to over compress leading to additional vibration transmission to the bin structure and sagging that can create leakage of material from the Activator main seal. The new cable hanger eliminates the rubber isolator while maintaining nearly
total vibration isolation from the bin structure and without sagging.
Similar to the suspension systems on the world’s largest bridges, the hanger uses 7/8 inch wire cable fitted to a mounting block that quickly retrofits existing Vibra Screw Bin Activator hangers.
Vibra Screw offers free evaluation of your bin loading problems without cost or obligation. Please call or contact us at 973-256-7410 or info@vibrascrew.com.
Vibra Screw’s exclusive ASME dished head Bin Activators are designed for severe duty service on large silos. The dished head/ lower cone construction provides a compound slope profile that safely handles large head loads while preventing compaction at the outlet, a problem with single slope dischargers.Avaiable in diameters up to 18 feet, the Bin Activators are equipped with Vibra Screw’s patented oil lubricated gyrator for extended service life.
Totowa, NJ: Vibra Screw Inc., a leader in bulk solids processing equipment, announces the availability of its vibrating equipment line with TIVAR® ultra high molecular weight liners. TIVAR® is used extensively as a wear and flow promoting material offering high impact strength, superior abrasion resistance and a slick contact surface. It meets FDA, USDA and 3-A food and pharmaceutical guidelines. TIVAR® can be used to line the company’s Bin activators, Vibrating Bins and Vibrating Feeders, reducing wear and corrosion and promoting flow of sticky materials. Installation is through simple fasteners making replacement fast and easy. TIVAR® will economically replace previously used Abrasion Resistant Steel and Stainless Steel liners. Vibra Screw manufactures high quality equipment to store, discharge, meter, convey, size and blend bulk materials. The company’s product line includes Bulk Bag Unloaders and Fillers, Volumetric and Gravimetric Feeders, Bin Activators, Vibrating Bins, Vibrating Feeders and Blenders.





 In the static bin (left sequence) loaded with material of non-uniform particle size. A pipe forms down the center of the outlet. The vibration-assisted bin (right sequence) has a baffle over the outlets.
In the static bin (left sequence) loaded with material of non-uniform particle size. A pipe forms down the center of the outlet. The vibration-assisted bin (right sequence) has a baffle over the outlets.